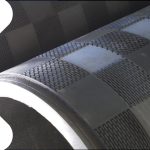
غلطکها در صنایع نقش کلیدی دارند. این قطعات معمولاً از یک هسته فلزی (معمولاً فولاد یا چدن) ساخته میشوند و روی آنها یک لایه روکش (از جنس لاستیک، پلیاورتان، سرامیک یا ترکیبات دیگر) اعمال میگردد. وظیفه روکش، انتقال نیرو، مقاومت در برابر سایش، جلوگیری از لغزش، و محافظت از سطح فلزی است. اما گاهی پس از مدتی کارکرد، مشاهده میشود که روکش از سطح غلطک جدا شده یا به اصطلاح دلامینه (Delamination) شده است. این اتفاق میتواند تدریجی یا ناگهانی باشد. دلایل متعددی پشت این موضوع وجود دارد که میتوان آنها را به پنج دسته اصلی تقسیم کرد:
مشکلات مربوط به سطح و آمادهسازی هسته فلزی
مشکلات مربوط به چسب و سیستم اتصال
مشکلات مربوط به فرآیند تولید و پخت روکش
مشکلات مربوط به شرایط کاری و بهرهبرداری
مشکلات مربوط به طراحی و انتخاب نادرست مواد
بیایید هرکدام را با جزئیات بررسی کنیم.
مشکلات مربوط به سطح و آمادهسازی هسته فلزی
یکی از مهمترین دلایل جدا شدن روکش، آمادهسازی ناکافی سطح غلطک پیش از روکشکاری است.
چربی و آلودگی سطح: اگر سطح فلز قبل از اعمال چسب و روکش بهخوبی چربیزدایی و تمیز نشود، لایهای از روغن یا گردوغبار باقی میماند. این لایه مانع اتصال قوی بین چسب و فلز میشود.
زنگزدگی: وجود اکسید آهن (زنگ) چسبندگی را به شدت کاهش میدهد. حتی اگر در ابتدا اتصال خوب بهنظر برسد، به مرور زنگزدگی زیر روکش رشد میکند و باعث جداشدگی میشود.
زبری ناکافی: برای افزایش سطح تماس و درگیری مکانیکی، سطح هسته باید سندبلاست یا شاتبلاست شود. اگر سطح خیلی صاف باشد، چسب بهصورت مکانیکی قفل نمیشود.
آلودگی بعد از سندبلاست: گاهی سطح پس از آمادهسازی با دست لمس میشود یا در معرض گردوغبار قرار میگیرد که همین امر چسبندگی را ضعیف میکند.
مشکلات مربوط به چسب و سیستم اتصال
چسبها نقش واسطهای حیاتی بین روکش و فلز دارند.
انتخاب نادرست چسب: هر نوع روکش (لاستیکی، پلیاورتانی، سرامیکی) نیاز به چسب خاصی دارد. اگر چسب نامناسب انتخاب شود، استحکام اتصال کافی بهدست نمیآید.
مقدار ناکافی یا بیشازحد چسب: لایه خیلی نازک ممکن است نقاط خالی ایجاد کند و لایه خیلی ضخیم میتواند باعث حباب و ضعف در اتصال شود.
پخت ناقص چسب: بعضی چسبها نیاز به حرارت یا فشار دارند. اگر این شرایط بهدرستی اعمال نشود، خواص چسب کامل فعال نمیشود.
تاریخ انقضا یا نگهداری بد: چسبها عمر محدودی دارند. اگر از چسب قدیمی یا در شرایط نامناسب (رطوبت، دما بالا) نگهداریشده استفاده شود، کیفیت آن کاهش مییابد.
حتی اگر سطح و چسب عالی باشند، خطای فرآیندی میتواند روکش را از هسته جدا کند.
درجه حرارت نامناسب هنگام پخت: لاستیک و پلیاورتان برای چسبیدن کامل نیاز به دمای مشخص دارند. دمای کم باعث پخت ناقص و دمای زیاد موجب سوختگی و کاهش چسبندگی میشود.
زمان پخت ناکافی: اگر زمان کمتر از استاندارد باشد، واکنش شیمیایی کامل نمیشود.
فشار ناکافی در قالب یا دستگاه: حبابهای هوا بین روکش و سطح باقی میمانند که بعداً به محل شروع جدایش تبدیل میشوند.
اختلاط ضعیف مواد: در پلیاورتانها اگر نسبت مواد اولیه دقیق نباشد، خواص نهایی روکش به شدت افت میکند.
مشکلات مربوط به شرایط کاری و بهرهبرداری
حتی اگر روکش عالی تولید شده باشد، شرایط سخت کار میتواند باعث جداشدگی شود.
دماهای بالا یا پایین: بسیاری از الاستومرها در دمای بالاتر از محدوده کاری نرم میشوند و چسبندگیشان کم میشود. در دمای پایین نیز شکننده میشوند و ترکخوردگی ایجاد میشود.
تنش مکانیکی شدید: فشار بیش از حد یا بارگذاری غیراستاندارد روی غلطک باعث میشود تنش برشی زیادی به سطح اتصال وارد شود.
سرعت زیاد و ارتعاش: حرکت سریع غلطک همراه با ارتعاش، ضربههای تکراری به سطح اتصال وارد میکند.
تماس با مواد شیمیایی: روغنها، حلالها، اسیدها یا بازها میتوانند به مرور زمان چسب یا خود روکش را تخریب کنند.
وجود رطوبت یا بخار: نفوذ آب به لایه بین روکش و فلز باعث خوردگی و جداشدگی میشود.
مشکلات مربوط به طراحی و انتخاب نادرست مواد
گاهی ریشه مشکل در مرحله طراحی است.
انتخاب نامناسب جنس روکش: مثلاً استفاده از لاستیک معمولی در محیطی که مواد نفتی وجود دارد، باعث تورم و تخریب سریع میشود. یا انتخاب پلیاورتان در دماهای خیلی بالا صحیح نیست.
ضخامت نامناسب روکش: روکش خیلی ضخیم تنشهای داخلی بیشتری ایجاد میکند و احتمال جدایش را بالا میبرد.
عدم تطابق سختی روکش با شرایط کاری: اگر روکش خیلی نرم یا خیلی سخت باشد، تحت بارگذاری بهخوبی عمل نمیکند و از سطح جدا میشود.
عدم توجه به شکل هندسی غلطک: در محلهایی که زاویه تیز یا گوشه وجود دارد، تمرکز تنش رخ میدهد و همان نقطه اولین محل جدایش خواهد بود.
نشانههای اولیه جدا شدن روکش
پیش از جداشدگی کامل، معمولاً علائم زیر دیده میشود:
ایجاد حباب یا برآمدگی روی سطح روکش
صدای تقتق هنگام کارکرد غلطک
تغییر شکل غیرعادی یا ترکهای سطحی
جداشدن بخشی کوچک که به مرور بزرگ میشود
تشخیص بهموقع این نشانهها میتواند از توقف کامل خط تولید جلوگیری کند.
برای اینکه روکش از غلطک جدا نشود باید مجموعهای از اقدامات در نظر گرفته شود:
آمادهسازی دقیق سطح فلز: سندبلاست استاندارد، چربیزدایی و کنترل آلودگی قبل از اعمال چسب.
استفاده از چسب مناسب: انتخاب چسب سازگار با نوع روکش و شرایط کاری.
کنترل دقیق فرآیند تولید: رعایت دما، فشار و زمان استاندارد پخت.
انتخاب صحیح مواد: بر اساس دما، فشار، سرعت، تماس با مواد شیمیایی و طول عمر مورد نیاز.
بازرسی دورهای غلطکها: برای شناسایی ترک، حباب یا علائم جدایش قبل از خرابی کامل.
طراحی مناسب: توجه به ضخامت، شکل هندسی و شرایط تنش در حین کار.
جمعبندی
جدا شدن روکش از غلطک نتیجه یک علت منفرد نیست، بلکه معمولاً ترکیبی از عوامل بالا با هم اتفاق میافتد.
اگر آمادهسازی سطح ناقص باشد، چسب قویترین هم که باشد فایده ندارد.
اگر چسب عالی باشد اما فرآیند تولید اشتباه اجرا شود، باز هم روکش جدا خواهد شد.
اگر همه چیز درست باشد اما محیط کار بیش از توان روکش سخت باشد، باز هم شکست اجتنابناپذیر خواهد بود.
بنابراین برای پیشگیری باید یک نگاه سیستماتیک داشت: از انتخاب مواد اولیه تا فرآیند تولید، از طراحی تا بهرهبرداری. فقط در این صورت میتوان عمر مفید روکش غلطک را به حداکثر رساند و از جداشدگی آن جلوگیری کرد.
برای کسب اطلاعات بیشتر و یا ثبت سفارش می توانید با ما در تماس باشید.